Aucun produit
Produit ajouté au panier avec succès
Il y a 0 produits dans votre panier. Il y a 1 produit dans votre panier.
Télécharger votre configuration en PDF
RAR EXALT
10 années.
Une évolution fascinante, complexe et riche d’enseignements.
"CASSONS LES CODES. "
Avec des produits hors du commun.
Avec un discours technique et précis.
Nous allons vous expliquer comment nos jantes sont conçues puis fabriquées avec des mains expertes, des fibres justement sélectionnés, de l'outillage conçu dans le plus grand respect de l'art, le tout par un procédé maîtrisé.

CONCEPTION
La feuille blanche : l’étape excitante et cruciale.
Le produit doit être le plus extrême possible en combinant des points communs d’esthétisme, d’aisance à la fabrication et de robustesse géométrique.
Cette première phase fixe les dimensions, trace les courbes et fige la géométrie.
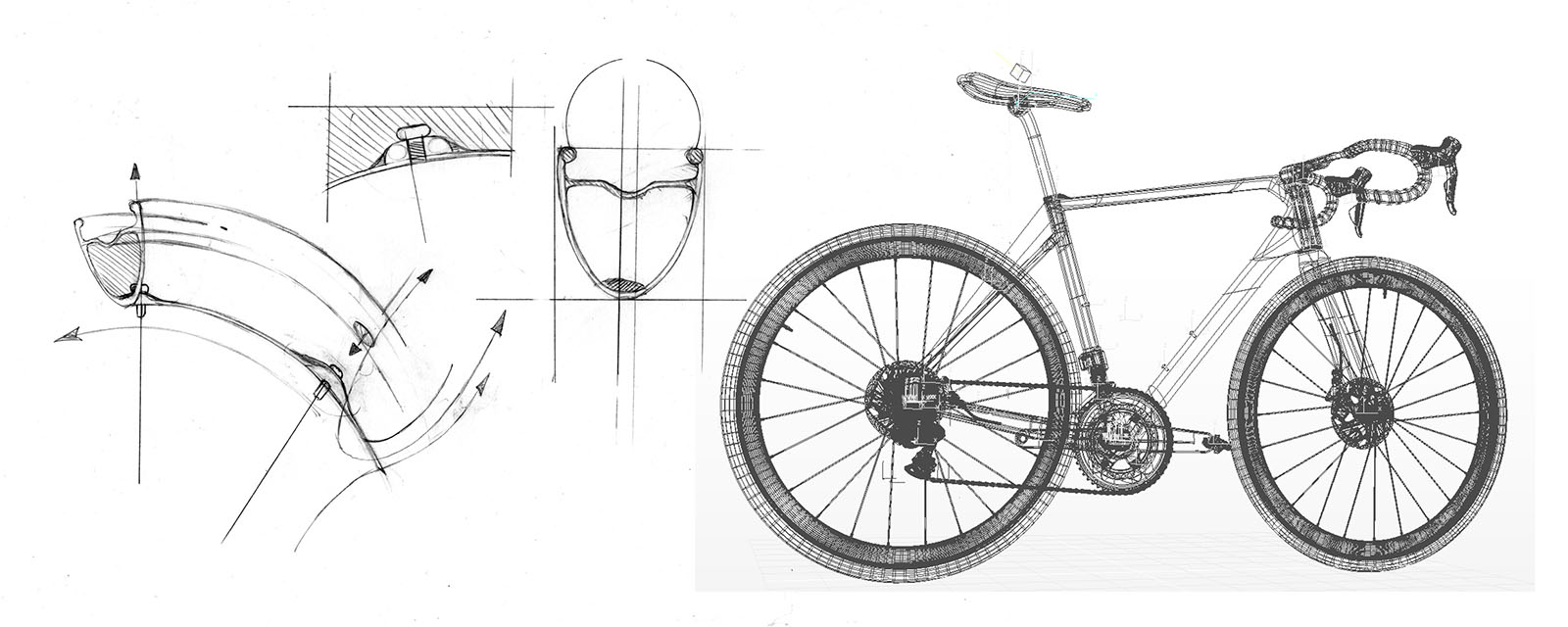
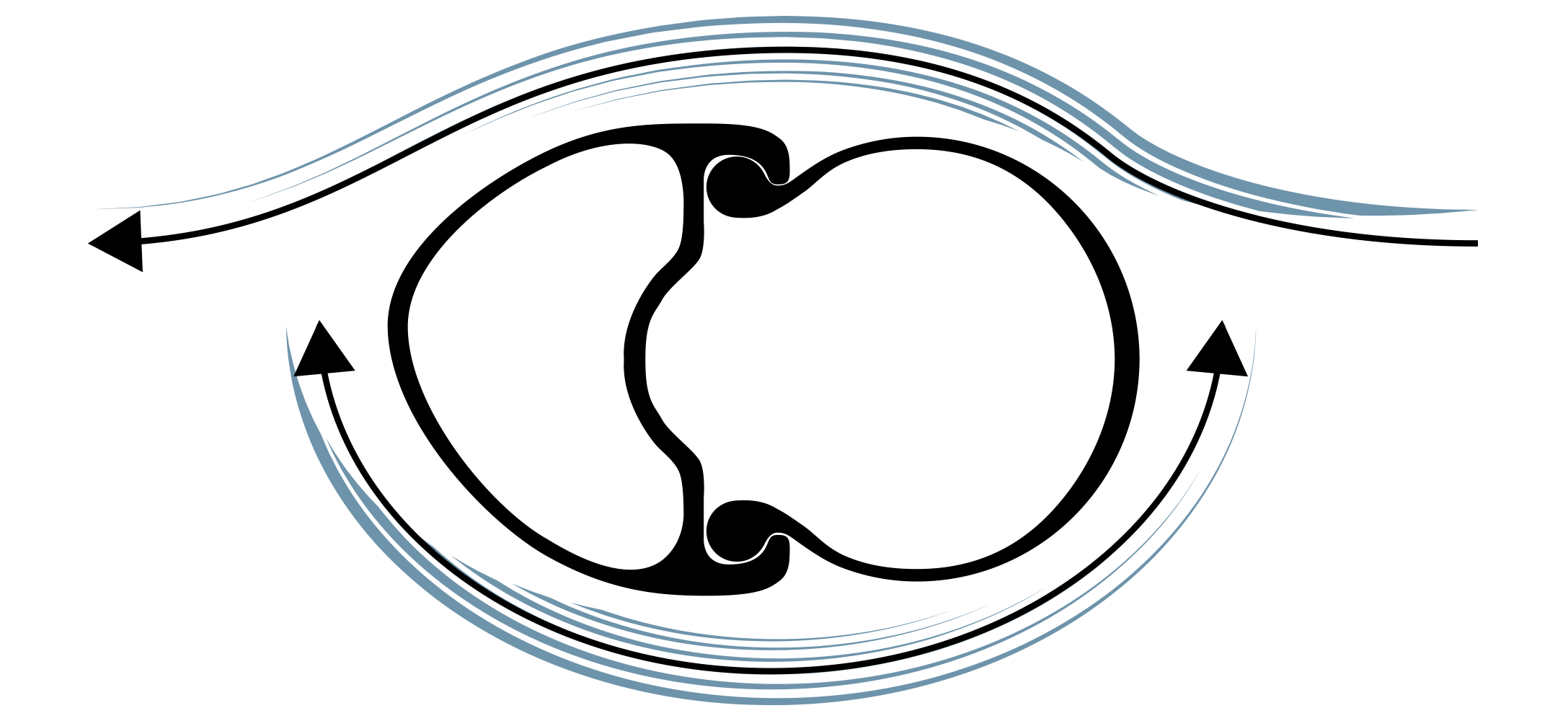
TECHNOLOGIE DOUBLE COEUR
Produire une jante légère est plutôt commun : réduisez la quantité de matière. D’une pierre, deux coups : le besoin premier est assuré et le coût de production s’en trouve réduit.
Produire une jante légère, et solide est une difficulté tout autre ! Il s’agit de réduire la quantité de matière stratégiquement, et / ou, de la substituer par une autre plus performante.
Produire une jante légère, résiliente, et rigide demande maintenant des ingrédients peu commun : des idées !

L’idée novatrice derrière le concept « double cœur » est rendue possible par un procédé de fabrication unique.
Quand une jante carbone nécessite un moule acier constitué de 2 contre pièces, plus 3 à 5 arc de cercles, notre EXALT s’articule sur plusieurs autres éléments qui permettent de figer précisément et exactement les épaisseurs et l’homogénéité sur chaque zone de contrainte critique.
Cette innovation, jumelée à ces fibres haut-module M40J, ultra performantes et encore jamais utilisées sur des jantes de vélo révolutionne notre production.
Le résultat est fou. La jante bénéficie d’une fiabilité exemplaire, d’une résistance à l’impact incroyable pour sa masse si faible.
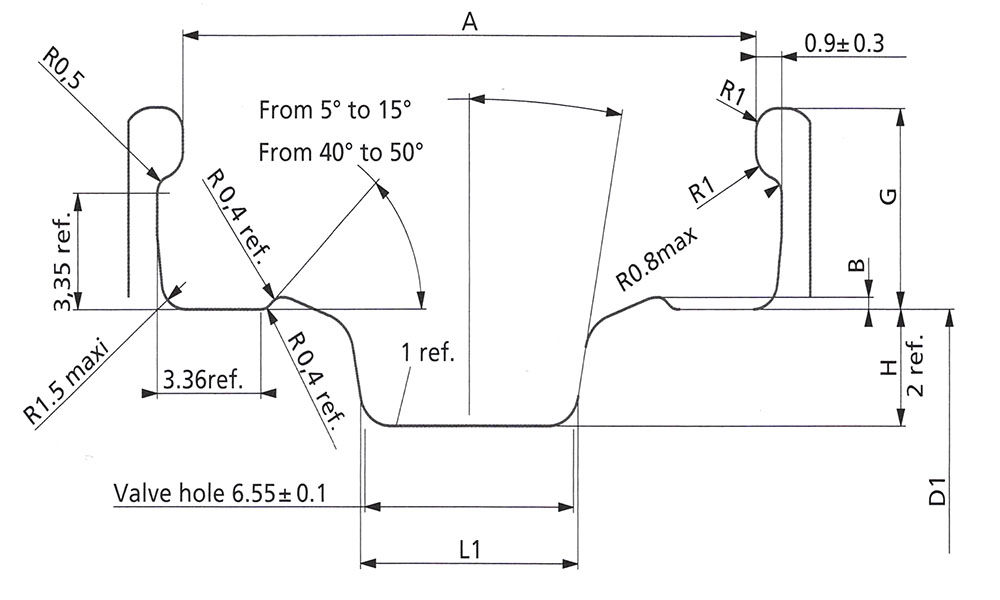
GEOMETRIE ET HAUTEUR DE PROFIL
23 - XC29
Taillée pour les circuits XC et XCO. Le profil est bas et ultra léger: synonyme d'accélérations folles et d'aisance dans le pilotage, la prise d'angle. La largeur interne de 30mm autorise les grosses sections et basses pressions.
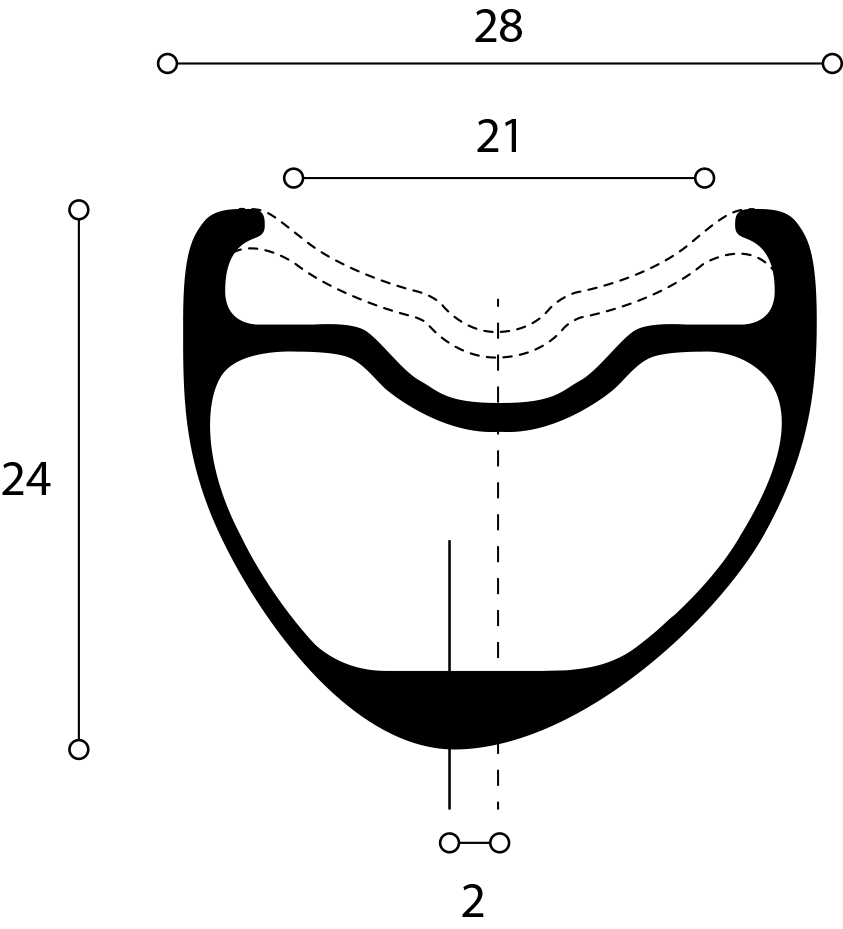
24 - ROUTE
Le profil 24mm est tout indiqué pour la montagne, pour le vallonné, et pour les adeptes d’accélérations extrêmes. Son profil bas combine naturellement une jante ultra légère idéale pour monter, avec une maniabilité incroyable : parfaite pour descendre.
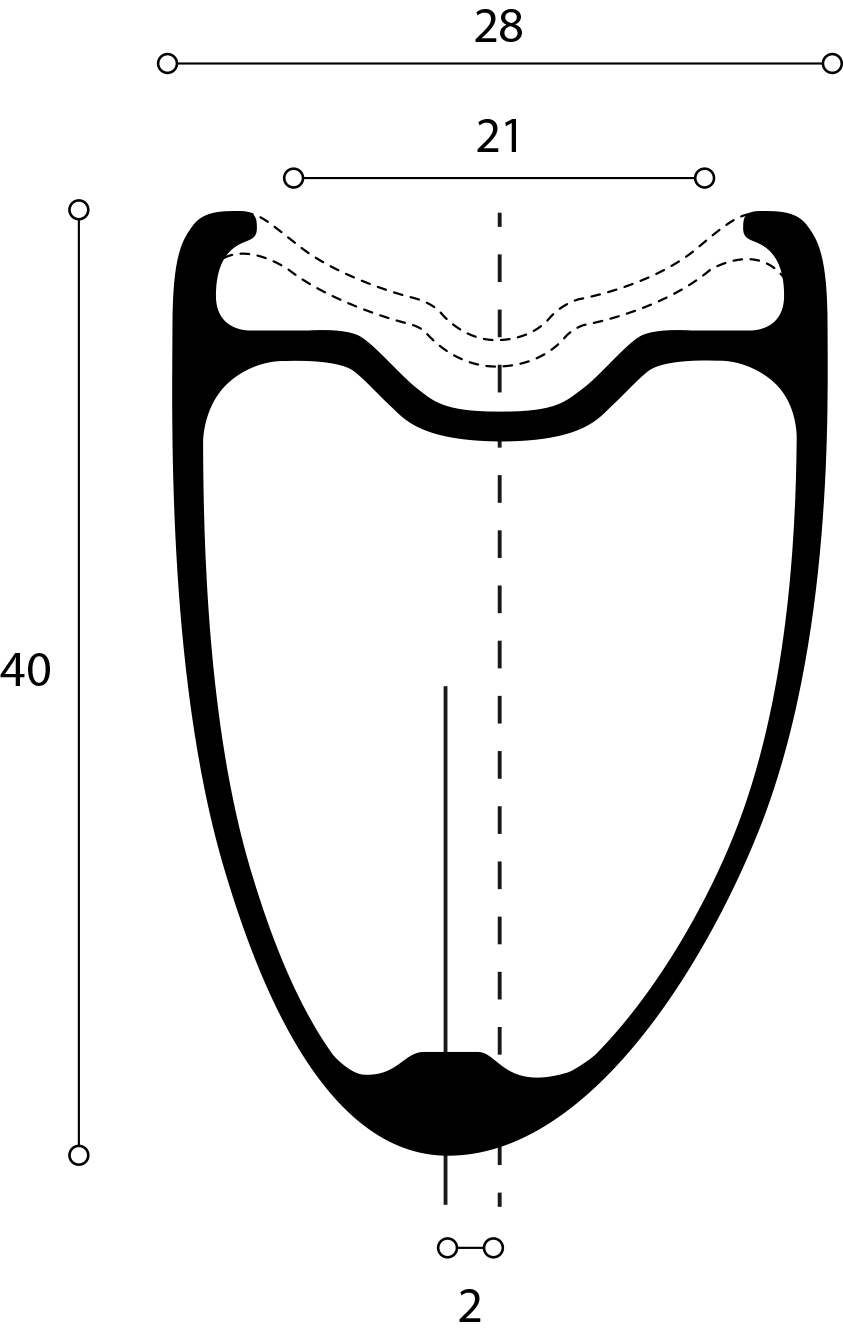
40 - ROUTE
Le profil 40mm offre une polyvalence maximale. Adapté avant tout pour le vallonné, il s’en sort terriblement bien en montagne grâce à sa légèreté et sur les circuits plats par son aérodynamisme.
|
|
|
 |
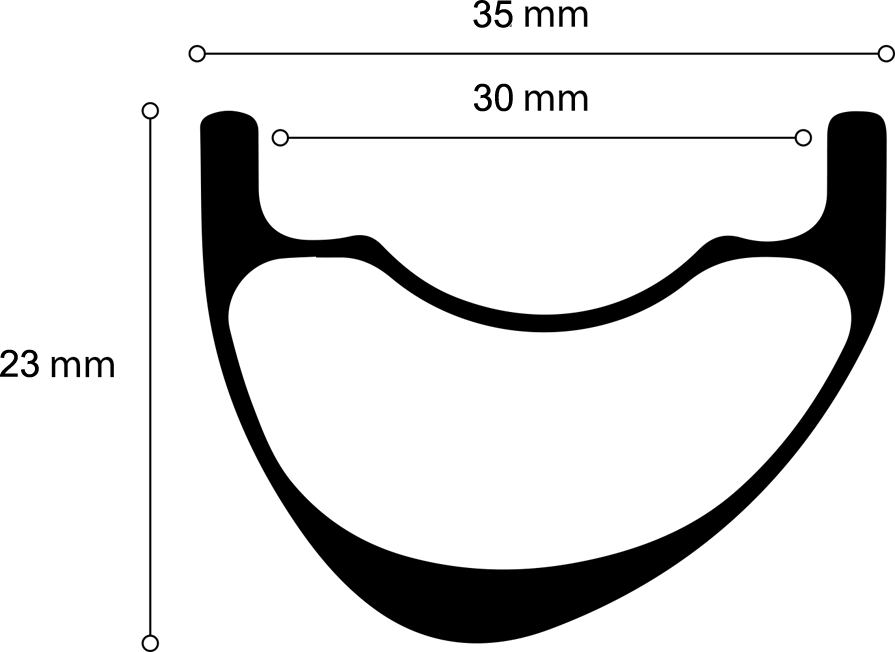
PILOTAGE - LEGERETE
Son profil bas de 23mm de hauteur accroît la sensibilité d'entrée en courbes pour un pilotage incisif et précis. Surtout, elle a deux atouts majeurs la classant dans les produits hors-du-commun:
1. Avec à peine 310g, EXALT XC29 apporte cette sensation fabuleuse de facilité à accélérer la machine, d'autant plus que la pente ou la force sur les pédales est intense.
2. La largeur interne de 30mm assure un placement du pneumatique très favorable avec un maintien ferme des tringles, quand bien même la pression serait réduite.
Ces deux paramètres géométriques et physiques combinés assurent à EXALT XC29 les meilleures performances possibles.
AERO - MANIABILITE
Nous les avons confectionné dans les formes les plus fluides et régulières.
EXALT 24 et EXALT 40 prennent 21mm de distance inter crochets, pour 28mm externe.
Double objectif.
1. Les pneumatiques prennent naturellement une largeur supérieure à leur section nominale. Un 25 passe à 26, voire 26.5mm, tout en conservant évidemment sa masse native.
2. Le flux d’air transite le long de l’interface pneu/jante avec la plus grande continuité. L’économie d’énergie est réelle.
L’interface prend une forme oblongue pour le profil 40, et quasi ronde pour le profil 24. Le vent latéral impacte la direction dans des proportions réduites, et surtout totalement prévisibles. En effet le profil rond génère une sensibilité aux flux d’air identique peu importe sa direction : un de nos objectif était de s’en approcher.
EQUILIBRAGE DYNAMIQUE
En complément de ces choix techniques sur la maniabilité, nous avons tenu à créer les roues les plus dynamiques et équilibrées.
Nous intégrons d’office, au moulage de la jante, une pièce de masse identique à celle de la valve pour la neutraliser dynamiquement.
Les descentes s’abordent sereinement et en pleine confiance.
ASYMETRIE
2mm ROUTE.
3mm XC29.
Ce déport de jante corrige l’encombrement issu du disque ou des pignons. Les propriétés mécaniques et les sensations sont décuplées. L’asymétrie est nettement visible sur le passage de la valve décalé du bord de fuite.
Cette particularité améliore le placement des rayons sur la jante. Les rayons ayant un appui modéré sur le moyeu sont davantage soutenus : l’équilibre gauche/droite des tensions de rayons est favorisé. Les conséquences directes sont : une meilleure résistance des rayons aux cycles de fatigue, et des sensations de roulage améliorées.

INSTALLATION DU PNEU
Nous avons suivi rigoureusement les impositions techniques du standard européen ETRTO pour décider du positionnement du pneumatique. Les jantes sont donc sécurisantes, et l’installation du pneu, qu’il soit tubeless ou non est simplifié.
CALCULS - MATERIAUX - DRAPAGE
ANALYSE PAR ELEMENTS FINIS
L'étape fon-da-men-tale.
La pièce composite construite dans les règles de l'art se modélise avant tout sur logiciel de conception assisté par ordinateur.
Les contraintes sont évaluées sur logiciel de calculs aux éléments finis. Cette partie de la conception met en évidence les zones stressées mécaniquement, sur lesquelles les épaisseurs de composite, et la direction des plis doivent être ajustés.
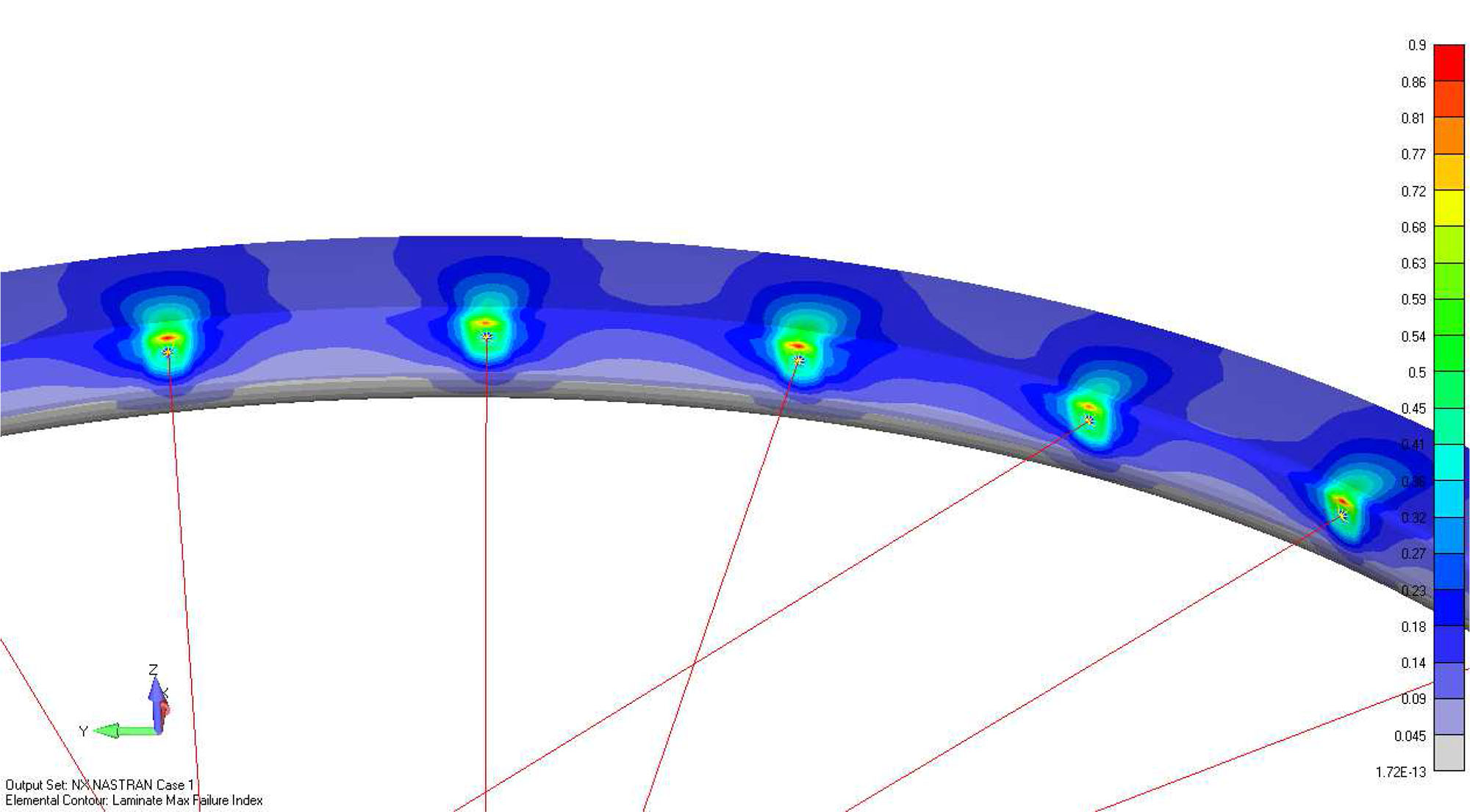
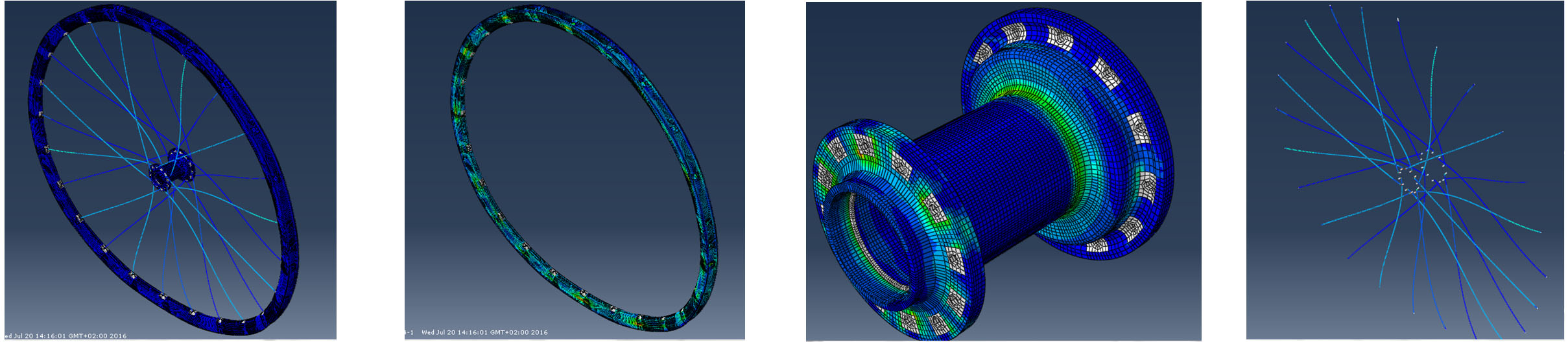
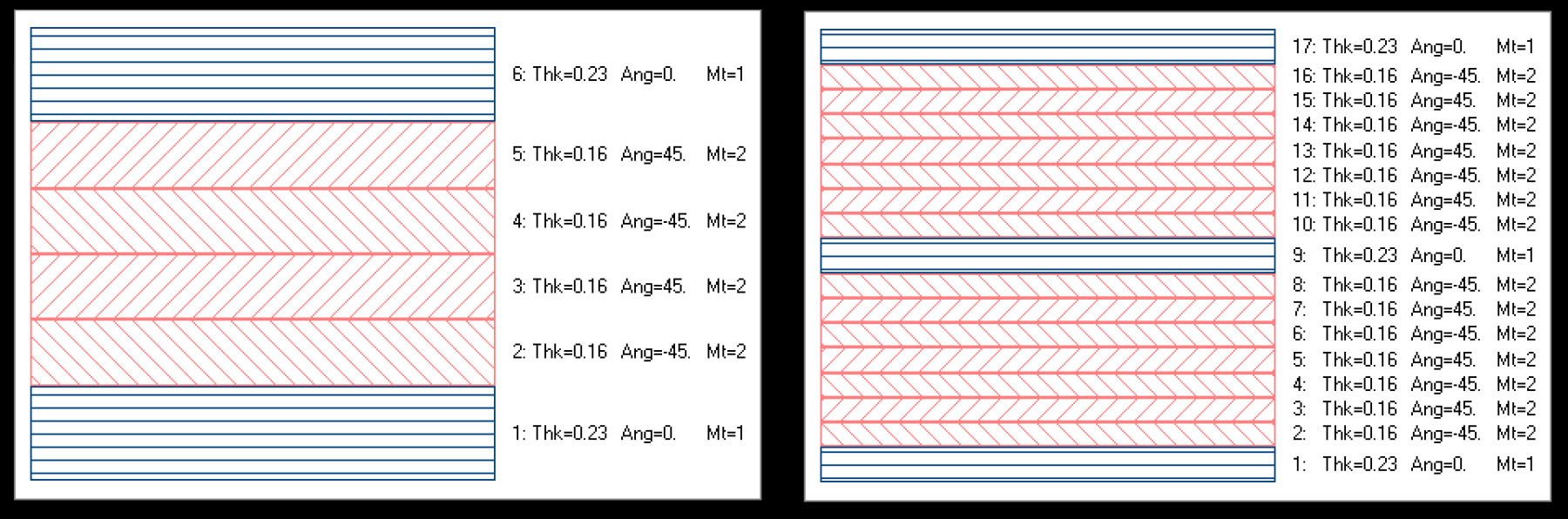
Un premier plan de drapage des tissus pré-imprégnés de type sandwich est favorisé: il confère à la pièce des propriétés de déformation symétriques de chaque côté du profil, garant d'une résistance maximale.
Le plan de mise en place des tissus reçoit ensuite diverses modifications qui prennent en compte les contraintes de fabrication, de mise en application, et surtout les résultats des tests statiques et dynamiques.
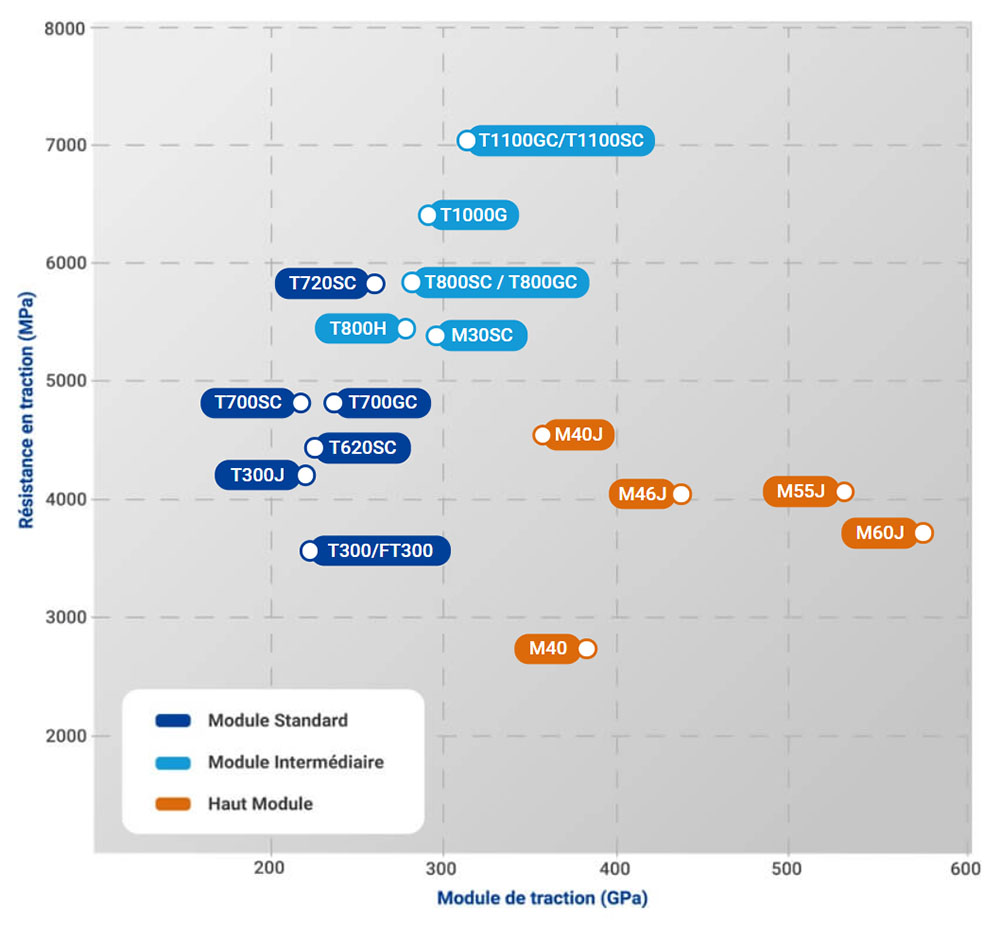
MATERIAUX HYBRIDES
Hybrides, c’est un terme qui convient parfaitement à nos jantes : les fibres sélectionnées pour la production de nos jantes sont de plusieurs types.
Issues du catalogue Toray, elles sont à la fois classées dans le domaine des fibres dîtes standard et des fibres haut module. Nous avons optimisé le comportement de la jante selon le type de contrainte rencontrée, zone par zone.
Elles répondent à plusieurs critères, la performance, la fabricabilité et l’approvisionnement.
Performance car il s’agit de notre ligne de conduite historique.
Fabricabilité car la fibre doit être adaptée aux formes de la jante : sélectionner une fibre ultra rigide pour la performance n’aurait pas de sens si elle est impossible à draper dans le moule.
Approvisionnement pour trois raisons. Certaines fibres sont disponibles dans des volumes inadaptés. Les industries aéronautique et spatial absorbent toute la production et surtout l’industrie militaire interdit l’accès à certaines fibres.
Concrètement nos jantes sont fabriquées majoritairement à partir de fibres uni-directionelles T700+T800 qui leur confère d’excellentes propriétés de résistance et de rigidité. Nous utilisons en complément des fibres identiques en tissu 3K pour optimiser la résistance à l’impact.
Nous utilisons récemment une nouvelle fibre haut module pour la fabrication de nos jantes RAR EXALT, il s’agit de la M40J qui offre une hausse du module de rigidité de 63% par rapport à la T700, se traduisant à la fois en hausse de rigidité latérale de la jante et en diminution de la masse.
OUTILLAGE & PRODUCTION
L’ingénierie mise au point pour le développement de l’outillage est capitale dans la réalisation d’une jante composite.
C’est cet outillage qui rendra possible la production efficace et saine.
C’est cet outillage qui donnera ses propriétés techniques à la pièce.
La mise en œuvre dans la fabrication de la jante se décompose en trois grandes étapes. La pose des tissus pré-imprégnés dans le moule, la cuisson dans une étuve, le démoulage de la pièce finie.

Dès lors, nous avons décidé d’usiner notre outillage RAR EXALT et RAR EVEN dans l’acier qui a les meilleures caractéristiques d’expansion à la température, à la pression et de tenue dans le temps. Ce qui garantira une pièce composite avec les tolérances les plus rigoureuses.
L’outillage usiné dans un immense bloc d’acier se décompose en plusieurs parties. Deux forment chaque flanc de jante, et les autres créent la zone de fond de jante plus les crochets de maintien du pneumatique.
Nous avons développé un nouveau procédé nous permettant de réaliser des jantes RAR EXALT d’une masse inédite.
L’expérience des années de production nous permet aujourd’hui de cibler précisément et avec la plus grande sécurité, les zones où les épaisseurs de composite peuvent être minimisées.
Nous ne rentrons évidemment pas dans les détails des particularités de ce procédé. Sachez toutefois que cette technique nous permet, de manière ultra rigoureuse, d’affiner les zones peu contraintes et de renforcer celles sollicitées.

La première étape de la production d’une jante comprend le placement des fibres dans l’outillage, et la mise en place de la vessie gonflable. Mise sous pression à plus de 12 atmosphères, elle plaque les fibres et la résine contre les parois du moule.
La friction induite par la garniture sur les jantes à freinage patin requière une matrice spéciale qui conserve sa résistance et maintient les fibres composites au delà de 200°C. La température de transition vitreuse de leur résine excède 260°C, et les jantes bénéficient d'une post-cuisson pour figer ces propriétés.
Après la production, nous sortons la vessie de la jante pour alléger et pour faciliter l’assemblage.
Les jantes sont percées avec un angle correspondant à l'arrivée du rayon.
CONTROLES et TESTS
Les propriétés techniques actuelles des jantes RAR EXALT et RAR EVEN sont issues d’une longue phase de développement pendant laquelle nous avons mis en exergue de multiples difficultés inhérentes à la production.
Les formes anguleuses des profils de jantes, leurs formes circulaires, et l’utilisation de tissus pré-imprégnés obligent à un processus de construction complexe qui génère inévitablement des défauts qui peuvent être de plusieurs types :
1. Bulles inter-plis
2. Glissement des plis entre eux
3. Glissement des couches autour du profil
4. Dissymétrie gauche/droite des profils
5. Zones de sous ou surépaisseur
6. Variabilité des fréquences de vibration sur la circonférence
Nous avons éliminé chacun d’entre eux au fil des tests et des prototypes.
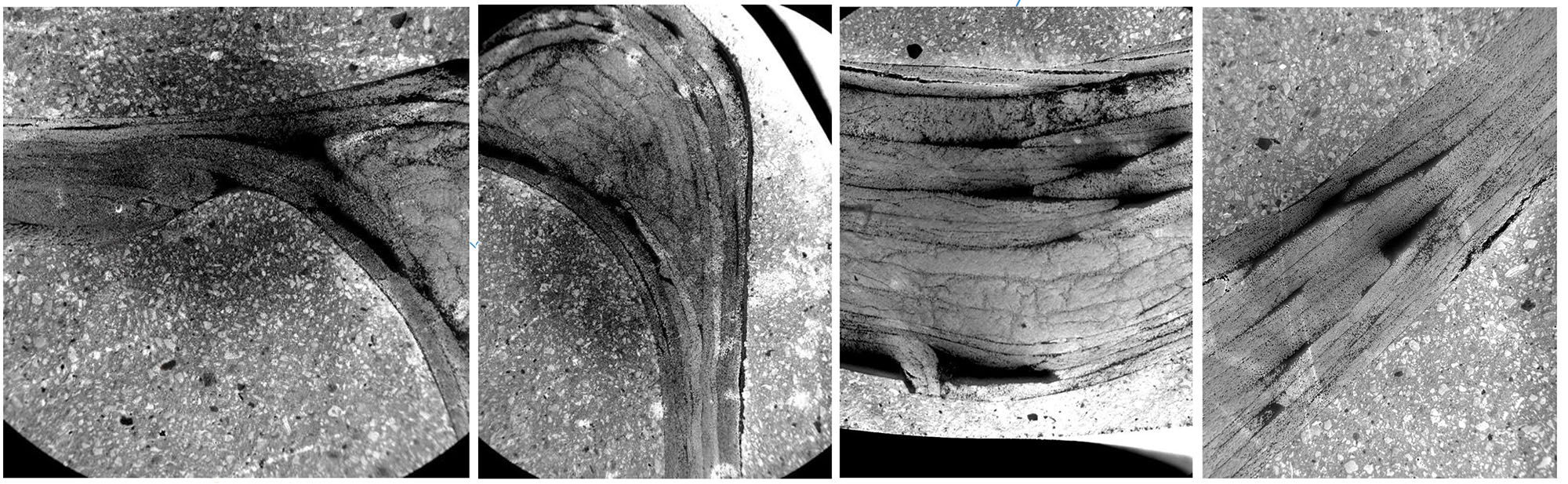 Coupe de jante passée sous microscope à balayage électronique
Coupe de jante passée sous microscope à balayage électronique
SPECIFICATIONS
En tant que fabricant depuis 2007, nous attachons une importance particulière à la facilité d’entretien : les jantes EVEN et EXALT bénéficient d’écrous de réglage des rayons accessibles de l’extérieur.

La performance des roues et les sensations éprouvées dépendent en partie des masses en rotation : le moment d’inertie. Nous utilisons un fond de jante ultra léger et particulièrement résistant dans le temps pour sceller l’étanchéité de l’interface pneumatique tubeless. Ce fond de jante est totalement compatible avec des pneus à chambres.
| EXALT pneu-tubeless |
EXALT boyau |
EXALT XC29 |
|||
| Hauteur (mm): | 24 | 40 | 24 | 40 | 23 |
| Largeur externe (mm): | 28 | 28 | 28 | 28 | 35 |
| Largeur entre crochets (mm): | 21 | 21 | - | - | 30,5 |
| Asymétrie (mm): | 2 | 2 | 2 | 2 | 3 |
| Perçages: | 24 | 24 | 24 | 24 | 28 |
| Masse (g): | 310 | 350 | 230 | 290 | 310 |